By: Christopher Rocha, Date: 02/11/2018
Summary
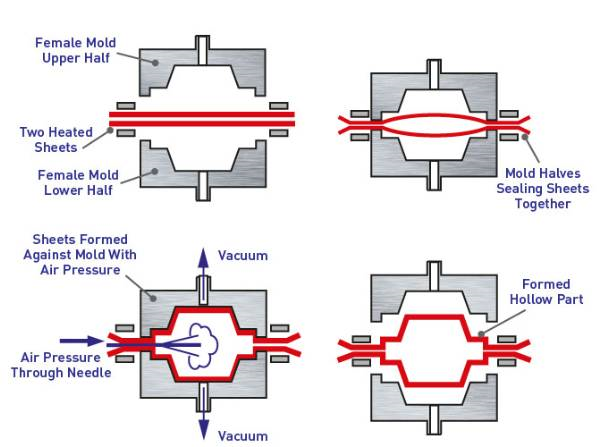
- Twin sheet forming is a form of pressure forming that melds two sheets of plastic together through heat, pressure, and two molds. The process starts by selecting the top and bottom mold, which are separate.
Then, two plastic sheets are placed in the system and are heated to allow the pressure or vacuum to press the sheets against the top and bottom molds. The two sides are pressed together as this occurs, connecting the two sheets at the edge. The final product is a hollow piece that is sturdy due to the welded edges and detailed due to the molds.
Background
- Gaylord Brown started Brown Machine, a manufacturing company specializing in rotary and continuous thermoforming machines, in 1952. Thermoforming is very similar process to twin sheet forming; thermoforming uses only one sheet as opposed to two sheets with the twin sheet method. In 1960, Brown introduced twin sheet forming, which he later patented. Throughout the years, the process has been applied to the production of industrial, automotive, and custom products.
Application
- Twin sheet forming works with plastics, which can be incorporated into most industries; twin sheet forming is used in recreational and coast guard boats, fuel tanks, TV back covers and anything that requires plastics. This process is selected over single sheet thermoforming because twin sheet is more structurally sound and rigid. Some other benefits include:
- Two color option
- Multiple material possibilities (HIPS, ABS, TPO, HDPE, PP, TPU, & PETG)
- An enclosed cavity that can be enclosed or open
- Two different material thicknesses
- Multiple material possibilities (HIPS, ABS, TPO, HDPE, PP, TPU, & PETG)
- Molds that need to be precisely aligned or the end result will not weld together well
- A 40%-50% compression of the sheet which can cause the finished parts to be smaller in thickness than expected
- Necessary holes in the final product to allow the heat to escape when cooling
- “Shadowing,” which can occur on the areas where the sheets are formed causing a dark appearance
- Mold feature: +/- .015” + additional .0015 per inch
- Trimmed holes: Hole Dia. 1” and less +/- .010
- Hole Dia. 1” to 5” +/- .015
- Hole Dia. 5” + +/- .020



Process Details
- The process starts by taking two preheated thermoplastic sheets and heating them until they are entirely plasticized (moldable). After reaching a specific temperature, the top sheet is formed on the top mold and then, the bottom sheet forms on the bottom mold. These two sheets are then melded together by the edges and create a cavity in between. For a higher level of detail, needles enter the cavity and insert high pressure to compress the sheets onto the mold. The excess perimeter is trimmed and optional foam is added to the interior for a stronger build. Usually one person aligns the two molds and an operator works on the rest of the process.
Costs
- The cost varies by the size the parts. For example, an 8” x 12” part can cost $5000 to $20,000 depending on the materials. As well, the cost can vary on the type of molds used; a family mold would make the parts cost more.